
Отделка поверхностей
Доступные варианты отделки поверхностей на ваш выбор
Технологии отделки поверхностей деталей могут выполнять как функциональные, так и эстетические задачи. Каждый метод предъявляет специфические требования к материалу, цвету, текстуре и стоимости. Ниже приведены характеристики технологий отделки пластмасс, которые мы предлагаем.

Варианты отделки от FUMING
Популярные виды отделки для металла
Деталь очищается и с нее удаляются заусенцы. Никакая дополнительная отделка поверхности не применяется.
Другие предлагаемые нами виды отделки металла
Чернение — это конверсионное покрытие, используемое для черных металлов, таких как сталь и нержавеющая сталь, которое затемняет поверхностный слой. Оно помогает уменьшить блики и отражения, одновременно обеспечивая дополнительную коррозионную стойкость, не изменяя при этом размеры детали.
Электрополировка — это электрохимический процесс очистки стальных деталей, который снижает коррозию и улучшает внешний вид, придавая металлу блеск. В процессе удаляется примерно от 0,0001″ до 0,0025″ материала. Соответствует стандарту ASTM B912‑02.
Термическая обработка улучшает свойства материалов металлических деталей. Сюда входят такие процессы, как закалка, отжиг и другие виды термической обработки. Пожалуйста, укажите требуемый вид обработки в разделе «Примечания» или в прилагаемом чертеже. Соответствует стандартам ASTM B917 (алюминиевые сплавы) или AMS‑H‑6875 / AMS 2759 (стали).
Бесцветное покрытие, повышающее коррозионную стойкость сталей серий 200 и 300, а также дисперсионно-твердеющих коррозионностойких сталей, за счет удаления свободного железа с поверхности. Толщина покрытия ничтожно мала — примерно 0,0000001″. Соответствует стандартам ASTM A967, AMS‑QQ‑P‑35, MIL‑STD‑171, ASTM A380 или AMS 2700.
Химическое никелирование наносит равномерный слой никеля, который защищает от коррозии, окисления и износа, особенно на поверхностях сложной формы. Готовая деталь приобретает более яркий вид. Минимальная толщина слоя составляет 0,0001″. По умолчанию соответствует стандарту ASTM‑B733, тип IV, SC1, класс 1. При необходимости может соответствовать стандарту AMS‑2404 (ранее AMS‑C‑26074/MIL‑C‑26074). Для других вариантов никелирования выберите «Другое» в качестве вида отделки и запросите ручной расчет стоимости.
Золочение обеспечивает отличную коррозионную стойкость и устойчивость к потускнению. Золото обладает низким контактным сопротивлением, высокой электропроводностью и хорошей паяемостью, придавая деталям золотистый оттенок. Спецификация по умолчанию: MIL‑G‑45204 и ASTM B488, класс 00, 0 или 1 (толщина 0,00002″–0,00005″). Цена и сроки изготовления зависят от типа (I, II или III), сорта (A, B или C) и класса (00, 0 или 1). Для золочения толщиной более 0,00005″ выберите «Другое» и запросите ручной расчет стоимости.
Гальваническое серебрение обеспечивает хорошую коррозионную стойкость, однако легко тускнеет. Оно обладает высокой паяемостью и электропроводностью, придавая детали серебристый вид. Толщина покрытия составляет примерно от 0,00002″ до 0,0003″ и соответствует стандарту AMS QQ‑S‑365D.
Цинкование обеспечивает коррозионную стойкость за счет нанесения металлического покрытия на токопроводящие материалы. Обычно применяется для углеродистых сталей и других сплавов, подверженных ржавлению. Покрытие соответствует спецификации ASTM B633‑15, класс обслуживания I (SC1). Типичная толщина покрытия составляет 0,0002″, что придает поверхности матовый серебристый оттенок.
Это групповой процесс, в котором используется вибрирующая среда для удаления острых кромок и заусенцев с обработанных деталей. Галтовка также позволяет устранить следы механической обработки с внешних поверхностей, создавая более однородный внешний вид. Для деталей размером более 8″ может потребоваться ручная проверка.
Обеспечивает сплошное защитное цветное покрытие, наносимое методом распыления или ручной кистью с использованием красок на водной или растворительной основе.
- Лужение (Tin Plating)
- Меднение (Copper Plating)
- Грунтовки для клея / BR‑127 / CARC
- Тонкопленочные смазки
- Фосфатирование цинком
- Прецизионная очистка / Ультразвуковая очистка / Очистка для кислородных систем
- Контроль магнитными частицами
- Контроль люминесцентными проникающими веществами (капиллярный контроль)
- Ультразвуковой контроль
- Кадмирование
- Твердое хромирование
- Маскировка участков отделки
- И многое другое!

Виды отделки поверхности для литья пластмасс под давлением
- Стандарты отделки форм Общества производителей пластмасс (SPI)
- Mold-Tech
- VDI
Отделка для литья под давлением – Подробное описание
- SPI A‑1: Полировка алмазной пастой №3 (зернистость 6000) до зеркального блеска. Подходит для оптически прозрачных деталей. Средняя шероховатость поверхности: 0,012–0,025 мкм Ra.
- SPI A‑2: Полировка алмазной пастой №6 (зернистость 3000) до высокого блеска. Подходит для прозрачных деталей. Средняя шероховатость поверхности: 0,025–0,050 мкм Ra.
- SPI A‑3: Полировка алмазной пастой №15 (зернистость 1200) до среднего/высокого блеска. Подходит для прозрачных деталей, не требующих оптической чистоты. Средняя шероховатость поверхности: 0,050–0,100 мкм Ra.
- SPI B‑1: Шлифовка абразивом зернистостью 600, средний блеск. Шероховатость поверхности: 0,05–0,10 мкм Ra.
- SPI B‑2: Шлифовка абразивом зернистостью 400, средний блеск. Шероховатость поверхности: 0,10–0,15 мкм Ra.
- SPI B‑3: Шлифовка абразивом зернистостью 320, средний/низкий блеск. Шероховатость поверхности: 0,28–0,32 мкм Ra.
- SPI C‑1: Обработка камнем зернистостью 600, низкий блеск. Шероховатость поверхности: 0,35–0,40 мкм Ra.
- SPI C‑2: Обработка камнем зернистостью 400, низкий блеск. Шероховатость поверхности: 0,45–0,55 мкм Ra.
- SPI C‑3: Обработка камнем зернистостью 320, низкий блеск. Шероховатость поверхности: 0,63–0,70 мкм Ra.
- SPI D‑1: Сухая пескоструйная обработка стеклянными шариками, сатиновая поверхность. Шероховатость поверхности: 0,80–1,00 мкм Ra.
- SPI D‑2: Сухая пескоструйная обработка оксидом зернистостью №240, матовая поверхность. Шероховатость поверхности: 1,00–2,80 мкм Ra.
- SPI D‑3: Сухая пескоструйная обработка оксидом зернистостью №24, матовая поверхность. Шероховатость поверхности: 3,20–18,00 мкм Ra.
- MT‑11010: Матовая поверхность с глубиной текстуры 0,001″.
- MT‑11020: Крупнозернистая матовая поверхность с глубиной текстуры 0,0015″.
- MT‑11030: Крупнозернистая матовая поверхность с глубиной текстуры 0,002″.
- VDI 12: Обработка камнем зернистостью 600, низкий блеск. Средняя шероховатость поверхности: 0,40 мкм Ra.
- VDI 15: Обработка камнем зернистостью 400, низкий блеск. Средняя шероховатость поверхности: 0,56 мкм Ra.
- VDI 18: Пескоструйная обработка стеклянными шариками, сатиновая поверхность. Средняя шероховатость поверхности: 0,80 мкм Ra.
- VDI 21: Сухая пескоструйная обработка оксидом №240, матовая поверхность. Средняя шероховатость поверхности: 1,12 мкм Ra.
- VDI 24: Сухая пескоструйная обработка оксидом №240, матовая поверхность. Средняя шероховатость поверхности: 1,60 мкм Ra.
- VDI 27: Сухая пескоструйная обработка оксидом №240, матовая поверхность. Средняя шероховатость поверхности: 2,24 мкм Ra.
- VDI 30: Сухая пескоструйная обработка оксидом №24, матовая поверхность. Средняя шероховатость поверхности: 3,15 мкм Ra.
- VDI 33: Сухая пескоструйная обработка оксидом №24, матовая поверхность. Средняя шероховатость поверхности: 4,50 мкм Ra.
- VDI 36: Сухая пескоструйная обработка оксидом №24, матовая поверхность. Средняя шероховатость поверхности: 6,30 мкм Ra.
- VDI 39: Сухая пескоструйная обработка оксидом №24, матовая поверхность. Средняя шероховатость поверхности: 9,00 мкм Ra.
- VDI 42: Сухая пескоструйная обработка оксидом №24, матовая поверхность. Средняя шероховатость поверхности: 12,50 мкм Ra.
- VDI 45: Сухая пескоструйная обработка оксидом №24, матовая поверхность. Средняя шероховатость поверхности: 18,00 мкм Ra.

Виды отделки поверхности для литья из уретана и силикона
Литые детали из уретана могут быть жесткими, гибкими или резиноподобными в зависимости от состава материала. Мы предлагаем уретан различных цветов, включая прозрачный (стандартный), черный и цвета по индивидуальному подбору. Детали могут иметь стандартную гладкую поверхность или подвергаться специальной обработке, такой как покраска и установка фурнитуры.
Варианты отделки для литья из уретана и силикона
Стандартная отделка, при которой мастер-модель подвергается легкой обработке для получения матовой или «морозной» поверхности на непрозрачных и полупрозрачных материалах.
Мастер-модель проходит дополнительную обработку для создания более гладкой поверхности, что придает литым деталям полуглянцевый блеск.
Мастер-модель тщательно полируется для достижения очень гладкой поверхности, в результате чего литые детали приобретают глянцевый блеск или высокую прозрачность.
Широкий спектр вариантов отделки форм по стандартам SPI и Mold-Tech, предназначенных для воспроизведения внешнего вида деталей, изготовленных литьем под давлением.
Компания FUMING может выполнить дополнительные процессы и виды отделки — включая установку фурнитуры, двухкомпонентное литье (overmolding) и покраску — в соответствии с вашими конкретными потребностями. Пожалуйста, укажите требование индивидуальной отделки для проведения ручной проверки.
Популярные виды отделки для 3D-печати
- Селективного лазерного спекания (SLS)
- Технологии HP Multi Jet Fusion (MJF)
- Селективного лазерного спекания (SLS)
- Технологии HP Multi Jet Fusion (MJF) — только черный цвет
- Селективного лазерного спекания (SLS)
Виды отделки для 3D-печати в зависимости от технологии
- Стандартная: Детали очищаются от порошка методом пескоструйной обработки и ручной зачистки. Стандартная отделка представляет собой белую матовую поверхность с текстурой, напоминающей сахарный кубик.
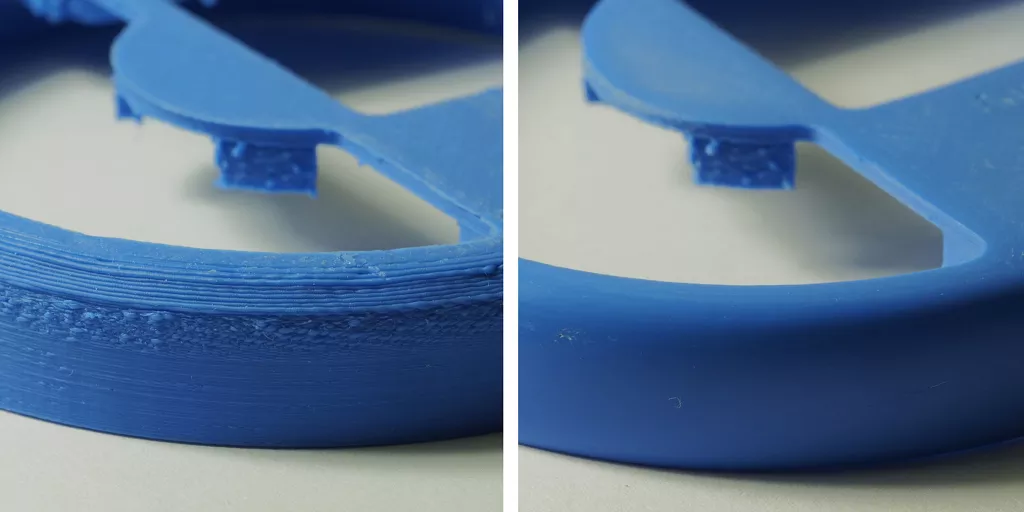
- Галтовка абразивом (Media Tumbled): После стандартной очистки детали подвергаются галтовке в абразивной среде. Это уменьшает видимость слоев и сглаживает острые края, придавая поверхности эффект «яичной скорлупы».
- Окрашивание: Детали погружаются в красящий раствор, который проникает в поверхность примерно на 0,25 мм (0,010 дюйма), изменяя её цвет. Для всех цветов, включая черный, возможны незначительные различия в оттенке от партии к партии.
- Галтовка и окрашивание в черный цвет: Окрашивание в черный цвет с дополнительной галтовкой в абразивной среде. Это уменьшает видимость слоев и может смягчить острые края.
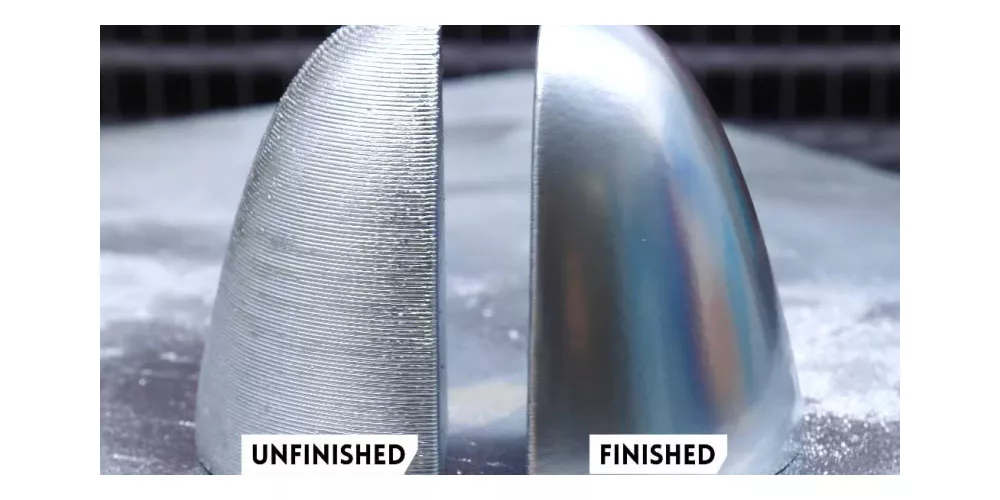
- Сглаживание паром: Автоматизированная технология постобработки (AMT PostPro3D), обеспечивающая высококачественную поверхность. Сглаживание паром превращает большинство поверхностей из матовых в полуглянцевые, герметизирует деталь, улучшает её механические свойства и обеспечивает стабильный косметический вид, пригодный для серийного производства. Детали, обработанные паром, также могут быть окрашены.
- [Нажмите здесь, чтобы узнать больше о сглаживании паром].
- Никелирование: Стандартная отделка с применением вторичного процесса меднения и никелирования, наносящего слой никеля толщиной 0,10–0,15 мм (0,004–0,006 дюйма). Никелирование повышает прочность, жесткость и износостойкость, однако не считается декоративной отделкой — результат представляет собой поверхность с грубой никелевой текстурой.
- Прочее: Компания FUMING предлагает дополнительные варианты отделки для деталей HP Multi Jet Fusion, такие как шлифовка, покраска и гальваническое покрытие, для удовлетворения ваших требований. Пожалуйста, укажите индивидуальную отделку для проведения ручной проверки
- Стандартная: Детали очищаются от порошка методом пескоструйной обработки и ручной зачистки. Стандартная отделка представляет собой серую матовую поверхность с текстурой, напоминающей сахарный кубик.
- Окрашивание в черный цвет: Детали погружаются в красящий раствор, который проникает в поверхность, придавая ей темный цвет. Несмотря на высокую стабильность процесса, возможны незначительные различия в оттенке от партии к партии.
- Сглаживание паром: Автоматизированная технология постобработки (AMT PostPro3D), обеспечивающая высококачественную поверхность. Сглаживание паром превращает большинство поверхностей из матовых в полуглянцевые, герметизирует деталь, улучшает её механические свойства и обеспечивает стабильный косметический вид, пригодный для серийного производства. Детали, обработанные паром, также могут быть окрашены.
- [Нажмите здесь, чтобы узнать больше о сглаживании паром].
- Прочее: Компания FUMING предлагает дополнительные варианты отделки для деталей HP Multi Jet Fusion, такие как шлифовка, покраска и гальваническое покрытие. Пожалуйста, укажите индивидуальную отделку для проведения ручной проверки.
- Стандартная: Удаляется поддерживающий материал, детали очищаются. Достигается равномерная гладкая поверхность от матовой до полуглянцевой.
- Глянцевая верхняя грань: Удаляется поддерживающий материал, детали очищаются. Поверхности, обращенные вверх, становятся глянцевыми, в то время как остальные поверхности остаются от матовых до полуглянцевых.
- Прочее: Компания FUMING может выполнить дополнительную обработку, например шлифовку, в соответствии с вашими потребностями. Пожалуйста, укажите индивидуальную отделку для проведения ручной проверки.
- Матовая: Опорные поверхности слегка шлифуются наждачной бумагой зернистостью 220 или 320, затем подвергаются дробеструйной обработке для получения равномерной матовой поверхности.
- Естественная (Natural): Опорные поверхности слегка шлифуются наждачной бумагой зернистостью 220 или 320 для улучшения качества поверхности. Следы шлифовки остаются видимыми на опорных участках.
- Удаление поддержек и отгрузка (Strip and Ship): После удаления поддержек на опорных участках могут оставаться небольшие следы в виде сетки или незначительные дефекты поверхности.
- Быстрая прозрачность (Quick Clear): Шлифуются только опорные поверхности. Линии слоев остаются видимыми. Наносится высокоглянцевый прозрачный лак для усиления блеска.
- Прочее: Компания FUMING предлагает дополнительные варианты отделки для SLA, такие как шлифовка, полировка, покраска, гальваническое покрытие и термическая постобработка. Пожалуйста, укажите индивидуальную отделку для проведения ручной проверки.
- Стандартная: Детали FDM печатаются с поддержками, которые удаляются в процессе постобработки. На поверхностях сохраняются тонкие линии слоев.
- Прочее: Компания FUMING может выполнить дополнительную обработку, такую как покраска или шлифовка, в соответствии с вашими потребностями. Пожалуйста, укажите индивидуальную отделку для проведения ручной проверки.
- Стандартная: Детали, изготовленные по технологии Carbon DLS, обычно имеют поверхность от матовой до полуглянцевой, что может варьироваться в зависимости от ориентации элемента. После печати детали очищаются, поддержки удаляются. Опорные поверхности слегка шлифуются наждачной бумагой зернистостью 220 или 320 для улучшения качества, при этом следы шлифовки остаются видимыми на опорных участках.
- Прочее: Компания FUMING может выполнить дополнительную обработку в соответствии с вашими потребностями. Пожалуйста, укажите индивидуальную отделку для проведения ручной проверки.
- Матовая: Опорные поверхности слегка шлифуются наждачной бумагой зернистостью 220 или 320, затем подвергаются дробеструйной обработке для получения равномерной матовой поверхности.
- Естественная (Natural): Опорные поверхности слегка шлифуются наждачной бумагой зернистостью 220 или 320 для улучшения качества поверхности. Царапины от шлифовки будут видны на опорных поверхностях.
- Удаление поддержек и отгрузка (Strip and Ship): На опорных участках могут оставаться небольшие точки в виде сетки или дефекты поверхности вследствие удаления поддержек.
- Прочее: Компания FUMING предоставляет дополнительные варианты отделки для SLA, включая, но не ограничиваясь, шлифовку, полировку, покраску, гальваническое покрытие и термическую постобработку. Пожалуйста, укажите индивидуальную отделку для проведения ручной проверки.
- Стандартная: Опорные конструкции удаляются, деталь подвергается дробеструйной обработке для получения равномерной поверхности. Типичная шероховатость поверхности составляет от 3,8 до 10 мкм Ra (150–400 µin Ra).
- Прочее: Дополнительная постобработка DMLS, такая как ЧПУ-обработка элементов и полировка, оценивается в каждом случае индивидуально. Пожалуйста, укажите индивидуальную отделку для проведения ручной проверки.
- Zirblast (Цирбласт): Эта стандартная отделка дает яркую матовую металлическую поверхность бронзового или серого оттенка. Достигается за счет дробеструйной обработки керамическими шариками (силикат циркония).
- Античная бронза: После галтовки и полировки наносится термическая патина, создающая окраску, похожую на медь, с более темными серыми полосами в местах, недоступных для абразива. Перед отправкой детали покрываются герметиком.
- Дамасская сталь: На поверхность, обработанную дробью, наносится термическая патина, создающая ровную темно-серую матовую поверхность. Перед отправкой детали покрываются герметиком.
- Средневековый пьютер: Наносится термическая патина, после чего детали подвергаются галтовке и полировке, что придает им темно-серый вид с бронзовым блеском на выступающих элементах. Перед отправкой детали покрываются герметиком.
- Галтовка и полировка: Детали подвергаются галтовке до получения полуглянцевой полированной поверхности. Цвет детали — яркая бронза с более темными серыми полосами в местах, недоступных для абразива. В небольших зазорах могут оставаться мелкие зерна полировочного материала.
- Пшеничный цент (Wheat Penny): Наносится термическая патина, после чего проводится дробеструйная обработка, создающая ровное матовое покрытие, похожее на медь. Перед отправкой детали покрываются герметиком.
