This guide aims to provide readers at different levels with comprehensive and in-depth knowledge of injection molding. For beginners who are just getting involved in the manufacturing industry or are interested in injection molding, by reading this guide, you will understand the basic principles, process flows, material selections, and other fundamental knowledge of injection molding, thus gaining a preliminary understanding of this complex process and laying a solid foundation for further learning or engaging in related work. For industry experts, this guide will systematically sort out all aspects of injection molding, including the latest technological development trends, key points of quality control, and cost analysis methods, which will help you solve practical problems in your work, broaden your thinking, and also serve as a knowledge reserve and reference material, providing deeper insights and innovation directions for the development of the industry. You are welcome to share your insights in the comment section.
What is Injection Molding
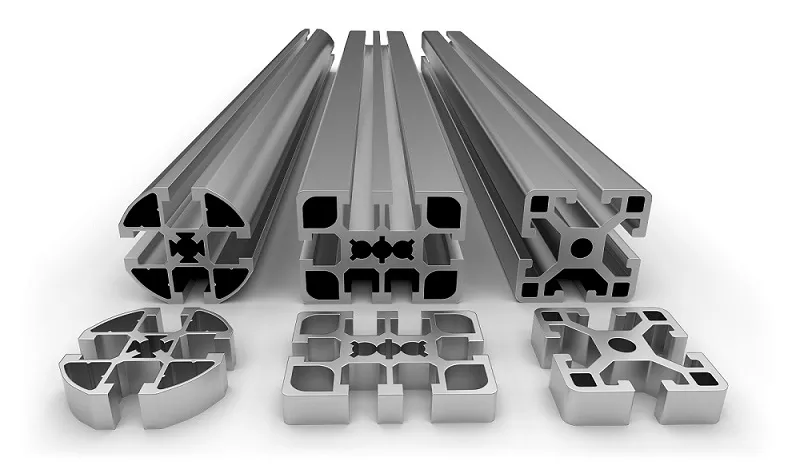
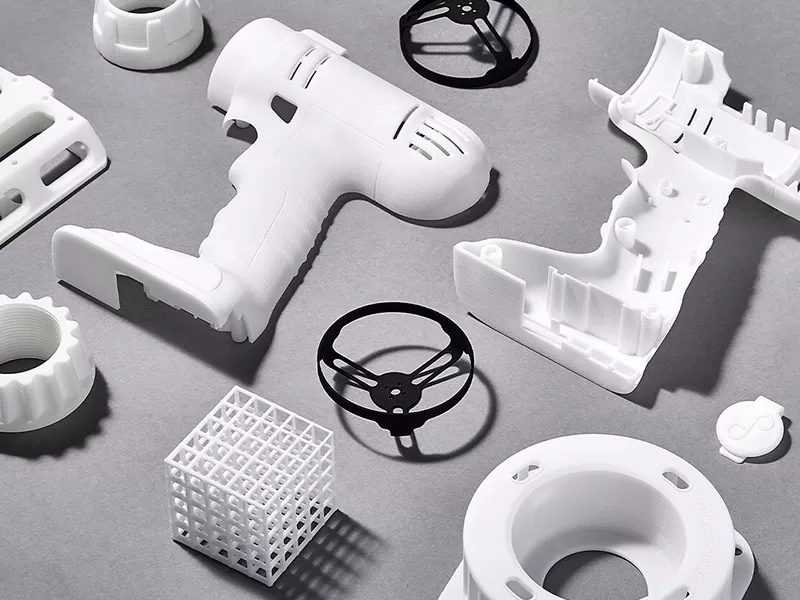
Injection molding is a plastic processing technology widely used in the manufacturing industry. It heats plastic pellets to a molten state and then injects them under high pressure into the cavity of a mold with a specific shape. After cooling and solidification, plastic products with the required shape and size are formed. This process can efficiently and precisely produce products of various complex shapes, ranging from tiny electronic parts to large automotive components, and plays a pivotal role in modern industrial production.

The Importance of Injection Molding
In the modern industrial field, injection molding technology is ubiquitous.
In automobile manufacturing, a large number of interior parts, exterior parts, and components around the engine are produced using the injection molding process. This not only improves production efficiency and reduces production costs but also makes the design of automotive parts lighter and more diversified, helping to enhance the overall performance and fuel economy of automobiles.
The electronics industry relies heavily on injection molding to manufacture key components such as the housings, connectors, and buttons of electronic products. Its high precision and high production efficiency can meet the needs of the rapid upgrading and large-scale production of electronic products.
In the medical field, injection molding provides a reliable method for manufacturing various disposable medical devices and equipment housings, ensuring product sterility, biocompatibility, and mass production capabilities.
The packaging industry also widely uses injection molding to produce various plastic containers and packaging materials. Its diverse designs and good protective properties provide a rich choice for product packaging.
It can be said that injection molding technology is one of the core means for the modern manufacturing industry to achieve efficient, high-quality, and low-cost production of plastic products and plays an indispensable role in promoting the development of various industries.
Historical Development Context
The origin of injection molding technology can be traced back to the middle of the 19th century. At that time, with the rise of the rubber industry, people began to explore how to inject liquid or semi-liquid materials into molds to form products. The initial injection molding equipment was extremely primitive, mainly relying on manual operation, and the molds were relatively rough, with low molding efficiency and poor product precision.
Entering the 20th century, with the birth of plastic materials, injection molding ushered in a major change. In the 1930s, the wide application of thermoplastic plastics promoted the improvement of the structure of injection molding machines, and screw injection molding machines began to appear. They could plasticize plastic pellets more evenly, improving the molding quality and efficiency. This key technological breakthrough was due to the improvement in the demand for processing precision driven by the development of materials science.
By the middle of the 20th century, with the rapid development of electronic technology and hydraulic technology, the degree of automation control of injection molding machines was greatly improved, enabling precise control of injection molding parameters such as injection pressure, speed, and temperature, making the production of complex plastic products possible and meeting the growing demand of the consumer market for diversified plastic products.
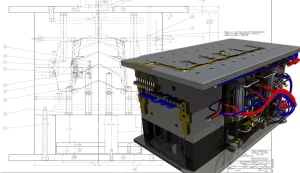
From the late 20th century to the present, computer-aided engineering (CAE) technology has been integrated into the field of injection molding. Engineers can simulate the injection molding process in the product design stage, optimize the mold structure and injection molding process in advance, reduce the number of mold trials, and further shorten the product development cycle and reduce costs. This is an inevitable development in line with the wave of digital manufacturing. In the future, with the emergence of new materials such as high-performance composite materials and biodegradable materials, injection molding technology will surely continue to evolve in the direction of adapting to the characteristics of these materials, achieving greater environmental friendliness, higher precision, and higher efficiency.
Basic Principles of Injection Molding
Injection Molding Process Overview
The core principle of injection molding is to convert solid plastic pellets into a molten state and, under high pressure, make them fill the mold cavity and finally cool and solidify into plastic products. The entire process involves precise control of multiple links to ensure the consistency and stability of product quality.
The plastic pellets are first heated and softened in the barrel of the injection molding machine and gradually melt. With the pushing of the screw or plunger, the molten plastic is forced to enter the gating system of the mold through the nozzle at the front end of the barrel and then evenly fills every corner of the mold cavity. In the cavity, the plastic melt closely adheres to the cavity wall under pressure and replicates the shape of the mold. After a period of cooling, the plastic solidifies and forms a plastic product with certain strength and shape accuracy. Finally, the mold opens, and the molded product is ejected from the mold by the ejection mechanism, completing an injection molding cycle.
Workflow
1. Mold Preparation
The mold is a key element in injection molding, and its quality directly affects the appearance and dimensional accuracy of the product. The mold is usually made of metal materials such as steel or aluminum, and precision manufacturing processes such as CNC machining are used to ensure the shape and dimensional accuracy of the cavity and core.
When designing the mold, many factors need to be considered. For example, the position of the parting line should be selected at a part that does not affect the appearance and function of the product and is convenient for mold processing and demolding operations. The design of the draft angle should be determined according to the shape, size, and material characteristics of the product to ensure that the product can be smoothly removed from the mold without scratches or deformation. The design of the cooling system should ensure that the mold can dissipate heat evenly during the injection molding process, shorten the cooling time, improve production efficiency, and avoid product warpage and deformation caused by uneven cooling.
2. Material Melting and Injection
The heating process of plastic pellets in the barrel of the injection molding machine needs to be precisely controlled in terms of temperature and time. The heating device outside the barrel transfers heat to the plastic pellets, making them gradually soften and melt into a uniform melt. The screw rotates in the barrel, on the one hand, stirs and mixes the plastic pellets to make them heat more evenly, and on the other hand, pushes the molten plastic to the front end of the barrel. When the injection unit is ready for operation, the screw moves forward like a piston and injects the molten plastic at high speed into the mold cavity through the nozzle.
The precise control of process parameters such as injection speed, pressure, and temperature is crucial, as they directly affect the filling behavior of the plastic melt in the mold cavity and the quality of the final product. If the injection speed is too fast, it may cause turbulence in the melt in the cavity, entraining air to form bubbles or voids. If the injection pressure is insufficient, the melt may not be able to fully fill the cavity, resulting in product short shots.
3. Cooling and Solidification
The cooling process is an important link in the injection molding cycle, which determines the production efficiency and quality of the product. After the plastic melt is injected into the mold cavity, heat is transferred to the cooling medium (usually water) through the mold wall, causing the plastic to gradually cool and solidify.
The length of the cooling time depends on factors such as the size, wall thickness, thermal properties of the material, and the cooling efficiency of the mold. If the cooling time is too short, the product may be demolded before it is fully solidified, resulting in deformation and unstable dimensions. On the contrary, an overly long cooling time will increase production costs and reduce production efficiency. The design of the mold cooling system should ensure uniform cooling and avoid local overheating or undercooling, which is especially important for products with complex shapes or uneven wall thicknesses.
4. Demolding
When the product has cooled and solidified to a certain extent in the mold cavity, the mold opens, and the ejection mechanism starts to work. The ejection mechanism usually consists of ejector pins, ejector plates, or push blocks. They push the product out of the mold cavity under the opening and closing actions of the mold. The existence of the draft angle enables the product to be smoothly separated from the mold surface during the ejection process, reducing the demolding resistance and friction and preventing the product surface from being scratched or damaged. In some molds with complex structures, special demolding mechanisms such as sliders and lifters may also be required to ensure that undercut parts can be smoothly demolded. After demolding, the product undergoes appropriate post-processing (such as removing the gate and flash) and becomes the final finished product.
Materials Involved

Thermoplastic Plastics
Thermoplastic plastics are one of the most commonly used material types in injection molding. The characteristic of thermoplastic plastics is that they soften and melt when heated and solidify again when cooled, and this process can be repeated, which gives them certain advantages in recycling. By adding different additives, such as glass fiber reinforcement materials, the strength and stiffness of plastics can be improved, and flame retardants can improve their flame retardant performance, thus meeting various product performance requirements.
Common thermoplastic plastics such as ABS (acrylonitrile-butadiene-styrene copolymer) have good comprehensive properties, including high strength, toughness, chemical resistance, and surface gloss, and are widely used in the manufacturing of automotive interior parts, electronic and electrical housings, toys, and other products.
PP (polypropylene) is known for its low density, excellent chemical stability, good fatigue resistance, and food safety, and is often used in the fields of food packaging containers, automotive parts, and fiber products.
PC (polycarbonate) has outstanding high strength, high transparency, heat resistance, and dimensional stability, and has important applications in high-end fields such as electronic and electrical products, optical instruments, and building materials.
Thermosetting Plastics
Thermosetting plastics also have their unique applications in injection molding. During the heating and curing process of these plastics, a chemical reaction occurs to form a three-dimensional network structure. Once cured and formed, their shape is permanently fixed and cannot be softened by heating again. Products made of thermosetting plastics usually have high dimensional accuracy, heat resistance, and hardness and are suitable for special occasions with high performance requirements. However, due to their non-recyclability, their application range is relatively limited compared to thermoplastic plastics in today’s era of increasing environmental awareness.
Common thermosetting plastics such as epoxy resin have excellent bonding performance, mechanical strength, and electrical insulation performance, and are often used in the manufacturing of electronic packaging and aerospace components.
Phenolic resin has good heat resistance, chemical resistance, and dimensional stability, and is often used in the manufacturing of electrical switches, cookware handles, and other products.
Liquid Silicone Rubber
Liquid silicone rubber is a material with special properties, suitable for products with high requirements for flexibility, high temperature resistance, biocompatibility, and sealing performance. Before curing, it is in a liquid state, which is convenient for molding products with complex shapes. Its molding process is different from that of thermoplastic plastics and thermosetting plastics. It requires precise mixing of a two-component compound and then thermal curing in the mold under the action of a platinum catalyst to form the final product.
In the medical field, liquid silicone rubber is widely used to manufacture medical devices, baby products (such as pacifiers and baby bottles), etc., because it is non-toxic, odorless, soft, and can withstand high-temperature disinfection, ensuring the safety and reliability of the products.
In the automotive industry, liquid silicone rubber is used to manufacture seals, gaskets, etc., and can maintain good sealing performance under high temperature, high pressure, and harsh environments.
Injection Molding Equipment
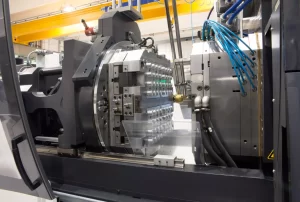
Injection Molding Machines
Injection molding machines are the core equipment for realizing the injection molding process, mainly consisting of an injection unit, a clamping unit, a hydraulic system, and a control system.
The injection unit is responsible for melting the plastic pellets and injecting them into the mold cavity. Its key components include the barrel, screw or plunger, and nozzle. The barrel provides a place for heating and plasticizing the plastic pellets. The rotation and axial movement of the screw realize the functions of conveying, melting, and injecting the plastic. The nozzle is used to accurately inject the molten plastic into the gating system of the mold.
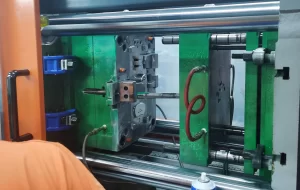
The function of the clamping unit is to keep the mold tightly closed during the injection molding process to ensure that the plastic melt will not leak and to open the mold for demolding operations after the product has cooled and solidified. The clamping force of the clamping unit should be selected according to the projected area of the product and the injection pressure to prevent the mold from being opened by the injection pressure during the injection process.
The hydraulic system provides power for various actions of the injection molding machine, such as the rotation of the screw, injection, clamping, and mold opening.
The control system is responsible for monitoring and adjusting the various process parameters of the injection molding machine, such as temperature, pressure, speed, and time, to ensure that the entire injection molding process runs stably according to the preset program.
Injection molding machines can be classified into horizontal, vertical, and angular types according to their structural forms. Different types of injection molding machines are suitable for different products and production scenarios. Horizontal injection molding machines are the most common type, with the advantages of low body height, easy operation, and maintenance, and are suitable for the production of products of various shapes and sizes. Vertical injection molding machines have a small footprint and are suitable for small products or insert injection molding. Angular injection molding machines combine some of the characteristics of horizontal and vertical injection molding machines and are suitable for the injection molding of products with special shapes.

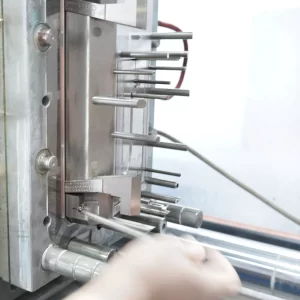
Molds
The mold is the “heart” of injection molding, with a complex and precise structure. The mold mainly consists of parts such as the cavity, core, slider, insert, cooling system, gating system, and ejection system.
The cavity and core are the core parts of the mold and jointly form the shape outline of the product.
Sliders and inserts are usually used to form undercuts, side holes, or complex parts of the product, and they realize the molding of these special structures through movement during the mold opening and closing process.
The design of the cooling system is crucial for controlling the cooling speed and quality of the product. It dissipates the heat released by the plastic melt during the solidification process by setting cooling channels inside the mold and allowing the coolant (usually water) to circulate.
The gating system is responsible for guiding the molten plastic from the nozzle of the injection molding machine to the mold cavity. It includes parts such as the sprue, runner, and gate. The shape, size, and position of the gate directly affect the speed, pressure, and filling method of the plastic melt entering the cavity, thereby affecting the quality of the product.
The design of the ejection system should ensure that the product can be smoothly removed from the mold after solidification. Common ejection methods include ejector pin ejection, ejector plate ejection, and push block ejection. The layout and distribution of the ejection force of the ejection mechanism should be uniform to avoid deformation or damage to the product during the demolding process.
The selection of mold materials is also very critical. Commonly used mold materials include P20 steel, H13 steel, and aluminum alloy. P20 steel has good comprehensive properties and is suitable for general injection molds. H13 steel has high hardness and thermal fatigue performance and is often used for the production of products with large production batches and high requirements for mold life. Aluminum alloy has the advantages of light weight and good processing performance and is suitable for manufacturing prototype molds or small-batch production molds with complex shapes and high precision requirements.
The manufacturing process and processing precision of the mold directly determine the dimensional accuracy and surface quality of the product. Therefore, advanced processing equipment (such as CNC machining centers, electrical discharge machining machines, wire cutting machines, etc.) and precise processing processes are required to ensure the quality of the mold. At the same time, the mold needs to be regularly maintained and serviced during use, including cleaning, rust prevention, checking for wear, and timely replacement of damaged parts to extend the service life of the mold and ensure the stability of product quality.
Types of Injection Molding
Thermoplastic Injection Molding
Thermoplastic injection molding is the most common type of injection molding process. Its principle is based on the characteristic of thermoplastic plastics that they can soften and melt when heated and solidify when cooled. In this process, plastic pellets are added to the barrel of the injection molding machine. As the temperature of the barrel rises, the plastic pellets gradually melt into a uniform melt. The screw pushes the melt forward and injects it through the nozzle and the gating system of the mold into the closed mold cavity. In the cavity, the melt fills every corner of the cavity under pressure and maintains a certain pressure for a period of time to compensate for the volume change caused by the cooling shrinkage of the plastic. When the plastic has cooled and solidified enough to maintain its shape, the mold opens, and the ejection mechanism pushes the molded plastic product out of the mold.
Thermoplastic injection molding has the advantages of high production efficiency, good repeatability, and relatively low mold cost, and is suitable for large-scale production of plastic products of various shapes and sizes. Moreover, thermoplastic plastics can be recycled and reused through reprocessing, which meets the requirements of environmental protection and sustainable development, so it has been widely used in many industries.
Liquid Silicone Rubber Molding
Liquid silicone rubber molding is an injection molding process specifically used for producing silicone products. It uses liquid silicone rubber as the raw material, which has unique performance advantages, such as high elasticity, excellent high temperature resistance (it can be used for a long time in the temperature range from -50°C to +250°C or even higher), good biocompatibility (non-toxic, odorless, and non-irritating to the human body), and excellent sealing performance.
In the liquid silicone rubber molding process, the two-component liquid silicone rubber (component A and component B) is first mixed in an accurate proportion. The mixed material remains in a liquid state at a certain temperature, which is convenient for subsequent molding operations. Then, the mixed liquid silicone rubber is injected into the heated mold cavity through the injection equipment. In the mold cavity, the liquid silicone rubber undergoes a chemical reaction under the action of a platinum catalyst and begins to solidify. The curing process usually needs to be carried out under certain temperature and pressure conditions to ensure that the silicone products can be fully cured and meet the required performance indicators.
Liquid silicone rubber molding technology can produce silicone products with complex shapes, high precision, and excellent performance, and is widely used in fields such as medical, food contact, electronics, and automotive, such as medical silicone tubes, baby pacifiers, electronic device seals, and automotive engine gaskets.
Overmolding and Insert Molding
Overmolding
Overmolding is an injection molding process that combines two or more different materials together by coating one material on the surface of another to form a composite plastic product with multiple performance advantages.
During the overmolding process, parts made of a base material (usually plastic or metal) are first placed in the mold cavity, and then another molten plastic material is injected into the mold cavity to coat the surface of the base material.
The application scenarios of overmolding are very extensive. For example, coating a layer of rubber material on the handle of a tool can not only increase the friction of the handle, improve the comfort and safety of gripping, but also protect the internal base material. Coating a layer of plastic material with special texture or performance on the housing of an electronic product can improve the appearance and feel of the product and provide additional protection functions, such as anti-fingerprint, wear resistance, and impact resistance.
The key to overmolding lies in ensuring good bonding strength between the two materials, which requires careful consideration in aspects such as material selection, mold design, and process parameter control. For example, the chemical compatibility of the two materials should be good to ensure that they can be firmly bonded together during the molding process. The gating system and venting system of the mold should be reasonably designed to ensure that the molten plastic can evenly coat the surface of the base material and that gas can be smoothly discharged during the molding process to avoid bubbles or defects.
Insert Molding
Insert molding is a molding process in which pre-prepared inserts of metal or other materials are placed in the mold cavity during the injection molding process, and then the plastic melt is injected into the mold so that the plastic and the inserts form an integral whole during the solidification process.
Inserts can add various special functions to plastic products. For example, embedding metal threaded inserts in plastic products can facilitate threaded connection with other components. Embedding metal conductive sheets or wires can endow plastic products with electrical conductivity,used for circuit connection or electromagnetic shielding in electronic devices. Insert molding is widely used in industries such as automotive, electronics, and home appliances. For example, the plastic intake manifold in an automotive engine usually has metal bushings embedded in it to improve its high temperature resistance and wear resistance. The plastic housing of an electronic device may have metal nuts or studs embedded in it to facilitate the installation and fixation of the internal circuit board.
During the insert molding process, the positioning and fixation of the inserts are key issues. The mold needs to be designed with a special insert positioning structure to ensure that the inserts will not shift or deform during the injection molding process. At the same time, the bonding strength between the plastic melt and the inserts is also very important, which requires selecting appropriate insert materials, surface treatment methods, and optimizing injection molding process parameters to ensure a firm bond between them and prevent the inserts from falling off or loosening during use.
Design Key Points of Injection Molding

Key Factors in Part Design
Wall Thickness Uniformity
Maintaining uniform wall thickness is a crucial principle in the design of injection molded parts. Uneven wall thickness will cause inconsistent shrinkage of the plastic during the cooling process, resulting in defects such as warpage and sink marks, which seriously affect the quality and appearance of the product. When designing parts, sudden changes in wall thickness should be avoided as much as possible. If it is unavoidable, transition methods such as gradual wall thickness changes or adding fillets should be used to relieve stress concentration.
Different plastic materials have different requirements for wall thickness. Generally speaking, the recommended wall thickness range of common plastic materials is between 1mm and 5mm, but the specific value also needs to be determined according to factors such as the size, function, and use environment of the product. For example, for small precision electronic parts, the wall thickness may be thinner, usually between 1mm and 2mm, to meet the requirements of lightweight and space limitations. For some large structural parts or parts that bear large loads, the wall thickness may need to be appropriately increased to ensure sufficient strength and stiffness.
Draft Angle
The draft angle is an angle deliberately set in the design of plastic products to facilitate their smooth removal from the mold. If there is no draft angle or the draft angle is too small, the friction between the plastic product and the mold cavity surface will increase during the demolding process, easily leading to scratches, abrasions on the product surface, and even the product may get stuck in the mold and cannot be removed, damaging the mold and the product. The size of the draft angle should be determined according to factors such as the shape, size, surface roughness, and characteristics of the plastic material of the product.
Generally speaking, for products with high requirements for surface roughness, complex shapes, or high heights, a larger draft angle is required. For example, for products with a height below 50mm, the draft angle is usually between 0.5° and 1°. For products with a height exceeding 100mm, the draft angle may need to be increased to 1° to 3° or even larger.
In addition, different plastic materials have different shrinkage rates and friction coefficients, which will also affect the choice of the draft angle. For materials with a large shrinkage rate or high friction coefficient, the draft angle should be appropriately increased. In mold design, there are several ways to achieve the draft angle, such as machining an inclined plane with a certain angle on the surface of the cavity and core along the demolding direction, or adjusting the position of the parting line of the mold to form a natural draft angle. It should be noted that the setting of the draft angle should be carried out on the premise of ensuring the function and appearance of the product to avoid affecting the assembly or use performance of the product due to an excessive draft angle.
Rib Design
Ribs play an important role in enhancing the strength and stiffness of injection molded parts and can avoid problems such as sink marks and prolonged cooling time caused by increasing the wall thickness. The design of ribs should consider their thickness, height, spacing, and the relationship with other structural features. The thickness of the ribs generally should not exceed 0.6 times the wall thickness of the product to avoid sink marks on their surfaces. In terms of height, it should be determined according to the actual needs and structural strength requirements of the product, but attention should also be paid to avoiding overly high ribs that lead to molding difficulties or stress concentration. The spacing between ribs should be reasonable. Generally, it is recommended that the spacing be not less than 4 times the thickness of the ribs to ensure that there is sufficient space for the plastic melt to flow during the filling process and avoid defects such as trapped air or weld lines.
In addition, appropriate fillets should be added at the root of the ribs to reduce stress concentration and improve the strength and durability of the product. When designing ribs, the coordination with the overall structure of the product should also be considered to avoid interference with other functional structures and ensure that the assembly and use performance of the product are not affected.
Undercut Treatment
Undercut structures (such as threads, snaps, etc.) are often used in product design to achieve functions such as connection, fixation, or sealing, but they bring great challenges to injection molding. In mold design, special mechanisms such as sliders and lifters are required to achieve demolding for undercut structures, which will increase the complexity and manufacturing cost of the mold.
To reduce costs and improve production efficiency, the use of undercut structures should be avoided or reduced as much as possible in the product design stage. If undercuts cannot be avoided, their impact on the mold and molding process can be reduced through optimized design. For example, for threaded structures, self-tapping threads or setting threaded cores in the mold can be considered instead of directly designing molded threads on the product, which can simplify the mold structure and reduce costs. For snap structures, the shape, size, and position of the snaps can be adjusted to make them easier to demold, or plastic materials with good elasticity can be used to make the snap parts, using the elastic deformation of the materials to achieve demolding. When dealing with undercut problems, factors such as the function, appearance, production batch, and cost of the product also need to be comprehensively considered to choose the most suitable solution.
Considerations in Mold Design
Parting Line Selection
The parting line is the boundary between the mold cavity and the core, and its position selection directly affects the appearance of the product, the complexity of the mold structure, and the feasibility of the molding process.
When selecting the parting line, first, the appearance requirements of the product should be considered, and the parting line should be set at a position that does not affect the overall aesthetics of the product as much as possible, such as on the side, bottom, or hidden in the structural features of the product. For example, for the housing of an electronic product with a smooth surface, the parting line should be selected at the edge of the housing or at a position that is not easily noticed to ensure the integrity of the product’s appearance.
Secondly, the selection of the parting line should be convenient for mold processing and manufacturing and demolding operations. The parting line should be selected at a part of the product with a relatively simple shape and more straight sections, which is beneficial to mold processing and assembly. At the same time, the direction of the parting line should be consistent with the demolding direction to ensure that the product can be smoothly removed from the mold during the demolding process. If the parting line is selected improperly, it may lead to a complex mold structure, increase the difficulty and cost of mold manufacturing, and even affect the quality of the product, such as generating flash, burrs, or causing demolding difficulties and damaging the product or the mold.
Cooling System Design
The design of the cooling system is one of the key links in mold design, which is directly related to the production efficiency and product quality of injection molding. The main function of the cooling system is to quickly remove the heat released by the plastic melt during the injection molding process, make the product cool and solidify evenly, shorten the molding cycle, and improve production efficiency. At the same time, a good cooling system can also reduce defects such as warpage and internal stress caused by uneven cooling of the product, improving the dimensional accuracy and quality stability of the product.
When designing the cooling system, the principle of uniform cooling should be followed to ensure that the cooling speed of each part of the mold cavity is the same. The layout of the cooling channels should be reasonably designed according to the shape, size, and wall thickness of the product. Common layout methods include straight-through, circulating, and spiral types. The straight-through cooling channel has a simple structure and is easy to process, but its cooling effect is relatively poor. The circulating cooling channel can provide a more uniform cooling effect and is suitable for products with complex shapes or large sizes. The spiral cooling channel is often used for the cooling of cylindrical or cylindrical products.
Parameters such as the diameter, spacing, and distance from the cavity surface of the cooling channels also need to be optimized and selected according to specific situations. If the diameter is too small, it will increase the flow resistance of the coolant and affect the cooling efficiency. If the diameter is too large, it will occupy too much mold space and weaken the strength of the mold.
The spacing between the cooling channels should be moderate. Generally, it is recommended that the spacing be between 3 and 5 times the diameter of the cooling channels to ensure cooling uniformity. The distance between the cooling channels and the cavity surface should also be appropriate. If it is too close, it may cause the mold surface temperature to be too low and affect the surface quality of the product. If it is too far, it will reduce the cooling effect.
In addition, factors such as the flow rate, flow velocity, and temperature control of the coolant should also be considered in the cooling system. By reasonably adjusting these parameters, the cooling effect can be further optimized to improve product quality and production efficiency.
Ejection System Design
The purpose of the ejection system design is to smoothly push the product out of the mold cavity after it has cooled and solidified, while ensuring that the product is not deformed or damaged. The design of the ejection system should be comprehensively considered according to factors such as the shape, size, structural characteristics, and characteristics of the plastic material of the product.
Common ejection methods include ejector pin ejection, ejector plate ejection, and push block ejection. Ejector pin ejection is one of the most commonly used ejection methods and is suitable for most products in terms of shape and size. The diameter, length, and layout of the ejector pins should be selected according to the specific situation of the product. If the diameter of the ejector pin is too small, it may lead to insufficient ejection force and make it impossible to smoothly demold. If the diameter of the ejector pin is too large, it may leave obvious ejector pin marks on the product surface and affect the appearance of the product. The length of the ejector pin should ensure that the product can be completely pushed out of the mold cavity during the ejection process and avoid interference with other parts of the mold due to excessive length. The layout of the ejector pins should be evenly distributed at the stressed parts of the product to ensure uniform ejection force and prevent the product from being deformed due to excessive local force.
Ejector plate ejection and push block ejection are suitable for some products with special shapes or high requirements for surface quality, as they can provide a larger ejection area and more uniform ejection force and reduce the risk of product deformation.
When designing the ejection system, the coordination relationship between the ejection mechanism and other parts of the mold (such as sliders and cores) also needs to be considered to ensure that the movements of all parts are coordinated and smooth during the mold opening, closing, and ejection processes and to avoid interference. In addition, for some products that require high ejection force or are difficult to demold, auxiliary demolding devices (such as air ejection and hydraulic ejection) can also be used to help the product demold smoothly.
Material Selection for Injection Molding
Characteristics of Commonly Used Plastic Materials
ABS
ABS is a thermoplastic plastic with excellent comprehensive properties, copolymerized from three monomers: acrylonitrile (A), butadiene (B), and styrene (S). It has relatively high strength and toughness and can withstand a certain impact force without easily breaking, so it is widely used in the manufacturing of automotive interior parts, electronic and electrical housings, toys, and other products.
ABS has good chemical resistance and can remain stable in general chemical environments and is not easily eroded by chemical substances such as acids and alkalis. It has high surface gloss and can obtain various appearance effects through surface treatment processes such as painting and electroplating to meet diverse design requirements. However, the heat resistance of ABS is relatively limited, and the long-term use temperature generally does not exceed 80°C, and it may deform in a high-temperature environment.
In terms of molding processing, ABS has good fluidity and is easy to injection mold, but its shrinkage rate is relatively large, so shrinkage compensation needs to be considered when designing molds and determining process parameters.
5.1.2 Polypropylene (PP)
PP is a semi-crystalline thermoplastic plastic with the advantages of low density, low water absorption, good chemical stability, and fatigue resistance. Its density is usually between 0.89g/cm³ and 0.91g/cm³, making it one of the lighter plastics, which gives it a great advantage in lightweight design and is often used in the fields of automotive parts, food packaging containers, and fiber products.
PP has excellent tolerance to most chemical substances and can remain stable in general acid-base environments except for strong oxidants. It also has good fatigue resistance and can withstand multiple repeated bending or stretching without being easily damaged, so it is suitable for manufacturing products that need to be used for a long time and may be subjected to dynamic loads, such as hinges and moving parts. PP has good molding processing performance, a wide molding temperature range, and good melt fluidity, making it easy to injection mold.
In addition, PP is a food-grade safe material, non-toxic and odorless, and meets the hygiene standards for food packaging and contact, so it is widely used in the manufacturing of food containers, tableware, and other products. However, the hardness and rigidity of PP are relatively low, and it has large low-temperature brittleness and is prone to becoming brittle and having a decreased impact strength in a low-temperature environment. To improve these properties, methods such as adding glass fiber, mineral fillers, or blending with other polymers can be used for modification.
Polycarbonate (PC)
PC is a thermoplastic engineering plastic with excellent comprehensive properties, known for its high strength, high transparency, high heat resistance, and dimensional stability. PC has high tensile strength and bending strength and can withstand large loads, so it is widely used in fields with high strength requirements, such as electronic and electrical products, automotive parts, and building materials.
Its transparency is as high as more than 90%, close to that of glass, and it has good optical properties, such as refractive index and birefringence, so it is often used to manufacture optical instruments, transparent protective masks, and lampshades. PC has excellent heat resistance, and its heat distortion temperature can be as high as above 135°C, enabling it to be used for a long time in a high-temperature environment without significant deformation, which gives it a great advantage in high-temperature working conditions.
In terms of dimensional stability, PC has a low and uniform shrinkage rate, which can ensure that the product has precise dimensional accuracy after molding, so it is suitable for manufacturing precision parts with strict dimensional requirements.
However, the melt viscosity of PC is relatively high, and its fluidity is poor, so higher temperature and pressure are required for injection molding, which places higher requirements on injection molding equipment and molds.
At the same time, PC is very sensitive to moisture, and a trace amount of moisture will cause hydrolysis reaction under high temperature, breaking the molecular chain and reducing the performance of the material. Therefore, PC materials must be thoroughly dried before molding.
Basis for Material Selection
Product Performance Requirements
When selecting materials for injection molding, first, the required material properties should be determined according to the use environment and functional requirements of the product. For example, if the product needs to be used outdoors for a long time and exposed to sunlight, rain, and various climatic conditions, the material should have good weather resistance and be able to resist aging effects such as ultraviolet radiation, oxidation, and hydrolysis.
For some structural parts that bear mechanical loads, such as automotive
parts and industrial equipment housings, the material needs to have high strength, stiffness, and toughness to ensure that the product will not break or deform during use.
In the field of electronic and electrical products, the electrical properties of the material are crucial, such as insulation resistance, dielectric constant, and breakdown voltage. Appropriate materials should be selected according to specific electrical parameter requirements.
In addition, for food contact products, the material must comply with relevant food hygiene and safety standards, be non-toxic and odorless, and not cause harm to human health. For example, food packaging containers usually use food-grade plastic materials such as PP and PE.
Through a comprehensive analysis of product performance requirements, a range of materials that meet the basic performance needs can be initially screened out, and then the characteristics of different materials in other aspects can be further compared to make the optimal choice.
Cost Considerations
Material cost is an important part of the total cost of injection molding projects and directly affects the pricing and market competitiveness of products. The prices of different plastic materials vary greatly, which mainly depends on factors such as the cost of raw materials, the complexity of the production process, and market supply and demand relationships.
On the premise of meeting product performance requirements, materials with lower costs should be selected as much as possible to reduce production costs. For example, for some non-critical parts with relatively low performance requirements, general-purpose plastic materials such as PP and PE can be used. They have relatively low prices and can effectively control costs.
However, the material price cannot be used as the only measurement standard. Factors such as material processing costs, molding efficiency, and product rejection rates also need to be considered. Some materials with lower prices may require higher temperatures, pressures, or longer cycles during the molding process, which will increase energy consumption and equipment depreciation costs and thus increase the overall cost.
In addition, if the molding performance of the material is poor and is prone to producing defects that lead to an increase in the rejection rate, it will also indirectly increase costs. Therefore, when conducting cost analysis, multiple factors such as material procurement costs, processing costs, and quality costs need to be comprehensively considered, and cost-benefit analysis should be used to select the most economically reasonable materials.
Environmental Factors
With the continuous enhancement of environmental awareness, the environmental friendliness of materials has become increasingly important in material selection. In injection molding, recyclability and biodegradability are two key environmental factors.
Recyclable plastic materials, such as PET and HDPE, can be reused through recycling and reprocessing after the end of the product’s life cycle, reducing dependence on original resources and reducing the pressure of waste on the environment.
Biodegradable plastic materials, such as PLA and PHA, can gradually decompose into harmless substances under the action of microorganisms in the natural environment, which is of great significance for solving the problem of plastic waste pollution.
When selecting materials, priority should be given to using recyclable or biodegradable materials, especially in the fields of disposable products or those with a greater impact on the environment.
At the same time, the environmental impact of materials throughout their life cycle also needs to be considered, including the acquisition of raw materials, energy consumption and pollutant emissions during the production process, performance during product use, and disposal methods after abandonment. Through a comprehensive assessment of the environmental performance of materials, more sustainable materials can be selected to contribute to environmental protection.
Quality Control of Injection Molding
Common Quality Problems and Solutions
Surface Defects (such as Bubbles, Flow Marks, and Silver Streaks)
Surface defects are one of the common problems in the injection molding process, which seriously affect the appearance quality and performance of the product.
Bubbles are usually generated because the plastic material contains moisture or volatile substances during the injection molding process. When heated and melted, the moisture evaporates or the volatile substances volatilize to form gas, which is trapped in the plastic melt and cannot be discharged, and finally forms bubbles on the product surface. The key to solving the problem of bubbles is to thoroughly dry the material before injection molding. According to the requirements of different plastic materials, the drying temperature and time should be controlled to ensure that the moisture content in the material is lower than the specified value.
Flow marks are caused by the uneven flow of the plastic melt in the mold cavity, which may be due to reasons such as too fast or too slow injection speed, uneven mold temperature, or unreasonable gate size. Adjusting the injection speed, optimizing the distribution of mold temperature, and reasonably designing the gate size can effectively improve the problem of flow marks.
Silver streaks may appear because the plastic material is subjected to excessive shear stress during the processing process, resulting in the breakage of molecular chains and the formation of tiny cracks. These cracks appear as silver stripes under light refraction. Reducing the injection speed, increasing the mold temperature, and optimizing process parameters such as screw rotation speed and back pressure can reduce the occurrence of silver streaks.
Dimensional Deviation
Dimensional deviation refers to the difference between the actual dimension of the injection molded product and the designed dimension. If it exceeds the allowable tolerance range, the product will not be able to be assembled or used normally.
Mold wear is one of the common causes of dimensional deviation. As the number of times the mold is used increases, the surfaces of the cavity and core will gradually wear, causing changes in the product dimensions. Regularly checking the wear condition of the mold and timely repairing or replacing worn parts can ensure the dimensional stability of the mold.
Unstable shrinkage rate is also an important factor causing dimensional deviation. The shrinkage rate of plastic materials is affected by multiple factors, such as differences in material batches, changes in process parameters, and uneven mold temperature. In the mold design stage, the mold size should be reasonably designed according to the shrinkage rate range of the material, and in the production process, process parameters should be strictly controlled to ensure that the material shrinks evenly.
In addition, measurement errors may also lead to misjudgment of dimensional deviation. Therefore, high-precision and accurately calibrated measurement tools should be used, and correct measurement methods should be adopted to accurately measure the product dimensions.
Insufficient Strength
Insufficient product strength may cause the product to break or be damaged during use, affecting the safety and reliability of the product.
Improper material selection is an important reason for insufficient strength. If the strength performance of the selected material cannot meet the actual use requirements of the product, even under the correct molding process, the product may not reach the expected strength. In the design stage, materials with appropriate strength grades should be selected according to the stress situation and performance requirements of the product.
Too thin wall thickness is also a common factor leading to insufficient strength. Although reducing the wall thickness can reduce material costs and shorten the molding cycle, if the wall thickness is lower than the minimum wall thickness required by the product, the product strength will be reduced. Reasonably designing the wall thickness and optimizing the wall thickness distribution on the premise of ensuring strength can improve the strength performance of the product.
Unreasonable molding process will also affect the product strength. For example, insufficient injection pressure, too short holding pressure time, and too fast cooling speed will cause the plastic melt to not fill the cavity densely, the molecular chain orientation to be uneven, or internal stress to be generated in the cavity, thereby reducing the product strength. Optimizing the molding process parameters to ensure that the plastic melt is fully filled, compacted in the mold cavity, and cooled and solidified under appropriate conditions can effectively improve the product strength.
Quality Inspection Methods and Standards
Appearance Inspection
Appearance inspection is an important part of quality control for injection molded products, mainly evaluating the appearance quality of the product through visual inspection or with the help of optical detection equipment (such as magnifying glasses, microscopes, and optical projectors). Visual inspection can directly observe whether there are obvious defects on the product surface, such as bubbles, flow marks, silver streaks, scratches, color differences, flash, and sink marks. For some products with tiny defects or high requirements for surface roughness, more detailed inspection needs to be carried out using optical detection equipment.
The standards for appearance inspection are usually formulated according to the design requirements of the product and the expectations of customers, including requirements for surface roughness, color consistency, glossiness, and the absence of obvious defects. The surface roughness can be measured using a roughness tester, and the measured value should be within the range specified by the product design. Color consistency can be compared with a standard color plate or measured using a color difference meter to ensure that the product color is within the allowable color difference range. Glossiness can be detected using a gloss meter to ensure that the product surface glossiness reaches the expected effect. Appearance inspection should be carried out under specified lighting conditions to ensure the accuracy and consistency of the inspection results. Generally, the inspection area should have sufficient and uniform light to avoid the influence of shadows on the observation of defects. Inspection personnel need to receive professional training, be familiar with the appearance standards of the product and common defect types, so as to accurately judge whether the product is qualified. For products produced in batches, sampling inspection is usually adopted. According to the principles of statistics, a reasonable sampling quantity and sampling method are determined to ensure the effective evaluation of the appearance quality of the entire batch of products under a certain confidence level.
If unqualified products are found during appearance inspection, they should be promptly identified, isolated, and the causes of the defects should be analyzed. Corresponding improvement measures should be taken, such as adjusting injection molding process parameters, checking the mold state, or replacing raw materials, to prevent similar problems from recurring.
Dimension Measurement
Dimension measurement is a key means to ensure that injection molded products meet design requirements. Commonly used dimension measurement tools include calipers, micrometers, and coordinate measuring machines. Calipers are suitable for measuring general linear dimensions of products, such as length, width, and thickness, and their accuracy can generally reach 0.02mm to 0.1mm.
Micrometers can provide higher measurement accuracy and can be accurate to 0.001mm. They are often used to measure smaller dimensions or parts with high precision requirements.
Coordinate measuring machines are high-precision measurement equipment that can measure various dimensions, shapes, and position tolerances of products in three-dimensional space, with an accuracy reaching the micron level. They are widely used in the inspection of injection molded products in industries with extremely high requirements for dimensional accuracy, such as aerospace, automotive, and electronics.
When carrying out dimension measurement, appropriate measurement tools should be selected according to the dimensional accuracy requirements of the product, and correct measurement methods should be followed to ensure the accuracy of the measurement results. Attention should be paid to the selection of measurement positions, and key dimension parts or representative positions of the product should be selected as much as possible for measurement to avoid measurement errors caused by improper measurement positions. At the same time, the measurement environment should be controlled. Environmental factors such as temperature and humidity may affect the measurement results. Especially for high-precision measurement, it should be carried out under standard environmental conditions.
The dimension measurement data should be recorded and statistically analyzed. By comparing with the designed dimensions, it is judged whether the product is within the specified tolerance range. If it is found that the dimension deviation exceeds the tolerance range, the causes should be analyzed in time. It may be caused by factors such as mold wear, changes in process parameters, or unstable shrinkage rate of the material. Corresponding adjustment measures should be taken, such as repairing or replacing mold parts, optimizing process parameters, or adjusting the material formula, to ensure the consistency and accuracy of the product dimensions.
Performance Testing
Performance testing is an important part of comprehensively evaluating the quality of injection molded products. According to the different application fields and functional requirements of the product, a variety of performance testing items need to be carried out.
Tensile strength testing is used to evaluate the ability of the material to resist fracture under the action of tensile load. A tensile testing machine is used to gradually apply an increasing tensile force to a standard specimen until the specimen breaks. The maximum tensile force at the time of fracture is measured, and the tensile strength is calculated according to the size of the specimen.
Impact strength testing is used to measure the toughness of the material under high-speed impact load. Commonly used testing methods include the cantilever beam impact test and the simply supported beam impact test. A pendulum is used to impact the specimen, and the energy absorbed by the specimen when it breaks is measured to evaluate the impact toughness of the material.
Heat resistance testing can be carried out through heat distortion temperature testing or Vicat softening temperature testing. The specimen is placed in a thermal environment with a certain heating rate, and a certain load is applied. The temperature at which the specimen reaches a specified deformation amount or softening degree is measured to evaluate the heat resistance performance of the material.
In addition, for some products with special applications, chemical resistance testing, electrical performance testing (such as insulation resistance and dielectric strength), and flame retardant performance testing may also be required.
The performance testing results should be compared with the corresponding standards or product design requirements to judge whether the product meets the performance indicators. If the product performance testing is unqualified, the causes need to be deeply analyzed, which may involve multiple aspects such as material selection, formula design, injection molding process, and mold structure. Improvement measures such as improving materials, optimizing the process, and adjusting the mold should be taken to improve the product performance and ensure that the product quality meets the requirements.
Quality Assurance System (such as ISO Certification)
The quality assurance system plays a vital role in the injection molding process and provides a comprehensive guarantee framework for product quality. ISO 9001 is an internationally recognized quality management system standard applicable to various organizations, including injection molding enterprises. This standard emphasizes focusing on customers, and by establishing a complete quality management system, it ensures that products and services meet the needs and expectations of customers.
In injection molding enterprises, implementing the ISO 9001 standard requires establishing standardized operating procedures and quality control procedures in all aspects from raw material procurement, production process control, product inspection to after-sales service. Enterprises need to clarify the responsibilities and authorities of various departments and personnel to ensure the effective development of quality management work. Strict evaluation and management of raw material suppliers are carried out to ensure the stable and reliable quality of raw materials.
During the production process, various process parameters of injection molding, such as temperature, pressure, speed, and time, are strictly monitored and recorded to ensure the stability and consistency of the process. In the product inspection link, comprehensive detection should be carried out according to the specified inspection standards and methods, including appearance inspection, dimension measurement, and performance testing. Unqualified products should be effectively isolated and processed.
At the same time, enterprises should focus on continuous improvement. Through internal audits, management reviews, and data analysis, problems and deficiencies in the quality management system are continuously discovered, and targeted improvement measures are taken to improve product quality and the level of quality management.
ISO 13485 is a quality management system standard specifically for the medical device industry and is particularly important for enterprises engaged in the production of medical injection molded products. Based on ISO 9001, this standard pays more attention to the safety, effectiveness, and regulatory compliance of medical device products.
Medical injection molded products are directly related to the life and health of patients, so the selection of raw materials must strictly comply with medical-grade material standards to ensure non-toxicity, sterility, and good biocompatibility. The production environment should meet the corresponding cleanliness requirements to prevent product contamination. Mold design and manufacturing should be more precise to ensure the dimensional accuracy and performance stability of the product. In the quality control process, the requirements for various performance indicators of the product are more stringent. In addition to conventional physical performance testing, biological safety testing, such as cytotoxicity testing, sensitization testing, and genotoxicity testing, is also required.
Enterprises must strictly comply with relevant laws, regulations, and standards for medical devices, such as the Medical Device Directive (MDD) of the European Union and the regulations of the Food and Drug Administration (FDA) of the United States, to ensure that products can enter the market smoothly and be used safely. By establishing and implementing the ISO 13485 quality management system, medical injection molding enterprises can effectively improve product quality, enhance market competitiveness, and ensure the safety of patients’ use.
Cost Analysis of Injection Molding
Cost Components
Mold Cost
Mold cost is an important expense in injection molding projects, which is mainly determined by factors such as mold design costs, material costs, processing costs, and service life.
The mold design cost depends on the complexity of the product, the precision requirements, and the experience and level of the design team. The design of molds with complex shapes and high precision requirements demands more time and professional knowledge, and thus the design cost is correspondingly higher.
The mold material cost varies according to the type and quality of the selected materials. High-quality mold steel has a higher price but can provide better strength, hardness, and wear resistance, and is suitable for the production of molds with large production batches and high life requirements. Aluminum alloy materials have relatively low costs and good processing performance, and are often used to manufacture small-batch production or prototype molds.
The processing cost includes the processing costs of mold components (such as CNC machining, electrical discharge machining, wire cutting machining, etc.) and the costs of mold assembly and debugging. The higher the processing precision requirements of the mold, the more complex the processing process, and the higher the processing cost.
The service life of the mold directly affects the mold cost apportioned to each product. A mold with a long service life can produce more products during the long-term production process, thereby reducing the mold cost of each product. For example, a high-quality mold may have a large initial investment, but if it can produce millions or even tens of millions of products, the mold cost apportioned to each product will be relatively low. On the contrary, a low-quality mold has a small initial investment but may only be able to produce a few thousand products, and the mold cost of each product will be relatively high.
Material Cost
Material cost is one of the main components of injection molding cost, and its calculation method is mainly based on the volume of the product, the density of the selected material, and the unit price.
The larger the volume of the product, the more materials are required, and the higher the material cost. Different plastic materials have different densities, which will affect the weight of materials required for products of the same volume and thus affect the material cost. For example, high-density plastic materials (such as POM) are heavier than low-density plastic materials (such as PP) under the same volume and have relatively higher costs.
The unit price of materials is affected by factors such as market supply and demand relationships, fluctuations in raw material prices, material properties, and quality. Some high-performance engineering plastic materials (such as PEEK, PC) have much higher prices than general-purpose plastic materials (such as PP, PE) due to their excellent properties. In addition, factors such as the color of the material and additives may also affect the unit price. Materials with special colors or added with specific functional additives (such as flame retardants, glass fiber reinforcements) usually have higher prices.
During the injection molding process, the utilization rate of materials also affects the material cost. Reasonable product design and mold design can reduce material waste and improve the utilization rate of materials. For example, by optimizing the wall thickness design and adopting reasonable gate positions and sizes, the material consumption of each product can be reduced, thereby reducing the material cost.
Production and Operation Cost
Production and operation cost covers multiple aspects in the injection molding process, including equipment depreciation, energy consumption, labor cost, and equipment maintenance cost, etc.
The injection molding machine is the core equipment for injection molding, with a relatively high purchase cost, which will gradually depreciate over time during the production process. The equipment depreciation cost is usually apportioned to each product according to certain depreciation methods (such as straight-line depreciation method, accelerated depreciation method, etc.).
Energy consumption mainly includes electricity consumption and possible cooling water consumption. The injection molding machine needs to consume a large amount of electricity during operation to drive operations such as screw rotation, mold opening and closing, and heating of the barrel. Fluctuations in energy prices will directly affect production costs. Cooling water is used in the mold cooling system. Although the cost is relatively low, it cannot be ignored in large-scale production.
Labor cost includes the wages, benefits, and training costs of operating personnel. The skill level and work efficiency of operating personnel will affect production efficiency and product quality, and then affect the apportionment of labor cost.
The equipment maintenance cost is used to ensure the normal operation of injection molding machines and molds, including regular maintenance, repair, and replacement of wearing parts. The timeliness and effectiveness of equipment maintenance are crucial for the continuity of production and product quality. If the equipment is not properly maintained, it may lead to equipment failures, production interruptions, and increased repair costs and production losses.
In addition, production and operation cost may also include other miscellaneous expenses such as production site rental costs, management costs, and quality inspection costs. Factors such as production batch size, production efficiency, and equipment utilization rate have an important impact on production and operation cost. Large-scale production can reduce the production and operation cost per unit product by apportioning fixed costs (such as equipment depreciation, site rental, etc.). Improving production efficiency (such as shortening the injection molding cycle, reducing the rejection rate) can increase the output per unit time, thereby reducing the cost per unit product. Improving equipment utilization rate (such as reasonably arranging production plans, reducing equipment idle time) can also effectively reduce production costs.
Cost Control Strategies
Optimize Design
Optimizing product design is one of the important strategies for reducing the cost of injection molding. By simplifying the product structure, the complexity of the mold can be reduced, and the difficulty and cost of mold design and manufacturing can be lowered.
For example, avoiding using too many undercut structures, complex internal cavities, or unnecessary decorative features, as these may increase the manufacturing cost and molding difficulty of the mold.
Reasonably designing the wall thickness can not only meet the strength and functional requirements of the product but also optimize the use of materials. On the premise of ensuring product strength, try to adopt a uniform and thinner wall thickness as much as possible. This can reduce material consumption, lower material cost, shorten the cooling time, and improve production efficiency. Optimizing the design of ribs can enhance the strength of the product without adding too much material and cost.
In addition, adopting the Design for Manufacturing and Assembly (DFMA) concept in the product design stage, considering the manufacturability and assemblability of the product, can reduce the adjustment and improvement costs in the production process and improve the overall quality and production efficiency of the product. For example, reasonably designing the parting line, draft angle, and assembly structure of the product facilitates mold manufacturing, injection molding, and product assembly, thereby reducing costs.
Batch Production
Batch production is an effective way to reduce the unit cost of injection molding, reflecting the economies of scale effect. As the production batch increases, fixed costs such as mold cost and equipment debugging cost can be apportioned to more products, thereby reducing the apportioned amount of fixed cost for each product. For example, if the manufacturing cost of a mold is 100,000 yuan and only 1,000 products are produced, the mold cost apportioned to each product is 100 yuan. However, if 100,000 products are produced, the mold cost apportioned to each product is only 1 yuan.
At the same time, batch production can also improve production efficiency. By optimizing the production process and reasonably arranging equipment and personnel, the production preparation time and the production time per unit product can be reduced, and energy consumption and labor cost can be decreased.
During batch production, enterprises can negotiate with suppliers to obtain more favorable raw material procurement prices and further reduce material costs. However, batch production also needs to consider factors such as market demand and inventory management to avoid overproduction leading to inventory backlogs, increased inventory costs, and capital occupation costs. Therefore, enterprises need to formulate reasonable production plans according to market forecasts and order situations to ensure market adaptability and smooth sales of products while reducing costs.
Supply Chain Management
Effective supply chain management is crucial for cost control in injection molding. In terms of raw material procurement, choosing high-quality and reasonably priced suppliers is the key. Establishing long-term and stable cooperative relationships with suppliers can obtain more favorable prices and better supply services through means such as batch purchasing and signing long-term contracts. At the same time, strict evaluation and management of suppliers should be carried out to ensure the stable quality of raw materials and avoid production losses and cost increases caused by quality problems of raw materials.
Optimizing logistics and distribution can reduce transportation costs and inventory costs. Reasonably select transportation methods (such as road transportation, railway transportation, sea transportation, etc.), and comprehensively consider factors such as the weight, volume, and delivery time of products to choose the transportation plan with the lowest cost. In addition, adopting the Just-in-Time (JIT) production mode can reduce the backlog of raw materials and finished products, and lower inventory holding costs and warehousing fees.
Carrying out collaborative cooperation with suppliers and partners, jointly conducting product research and development, process improvement, and cost reduction activities. For example, suppliers can participate in the product design stage, provide suggestions on material selection and application, help optimize product design, and reduce costs. Through supply chain collaborative innovation, enterprises can improve the competitiveness of the entire supply chain and achieve continuous cost reduction.
Application Cases of Injection Molding
Automotive Industry
In the field of automobile manufacturing, injection molding technology is widely used in the production of various parts, ranging from interior parts to exterior parts and to components around the engine. The injection molding process is indispensable for all these.
Components in automobile interiors such as instrument panels, center consoles, door interior panels, and seat armrests are usually manufactured by injection molding.
Take the instrument panel as an example. It not only needs to have good appearance quality, such as surface gloss and color consistency, but also needs to meet certain functional requirements, such as heat resistance, weather resistance, and impact resistance. By selecting appropriate plastic materials (such as ABS, PP, etc.) and optimizing the injection molding process, instrument panels that meet these requirements can be produced.
Automobile exterior parts like bumpers, grilles, and side skirts also make extensive use of injection molding technology. As the main energy-absorbing part during automobile collisions, bumpers need to have high strength and toughness, as well as good weather resistance and decorative appearance. Through the injection molding process, plastic materials with different properties (such as PP + EPDM, etc.) can be combined to achieve a perfect combination of strength, toughness, and appearance.
Around the engine, some intake manifolds, throttle body housings, and other components are also manufactured by injection molding. By taking advantage of the characteristics of plastic materials such as lightweight, corrosion resistance, and good molding performance, the performance and fuel economy of the engine can be improved, and the production cost can be reduced at the same time.
Electronics Industry
The electronics industry is one of the important application fields of injection molding technology. Most parts of electronic products, such as housings, connectors, and keys, are produced by the injection molding process.
For example, mobile phone housings need to have good appearance texture, wear resistance, scratch resistance, and dimensional accuracy to protect internal electronic components and provide an aesthetic appearance design. Through injection molding, various high-performance plastic materials (such as PC, PC + ABS, etc.) can be used to manufacture thin, lightweight, sturdy mobile phone housings with various surface treatment effects (such as matte, high-gloss, textured, etc.). Computer chassis, monitor housings, and so on also rely on injection molding technology. They need to have good electromagnetic shielding performance, heat dissipation performance, and structural strength.
In terms of connector manufacturing, injection molding can accurately form various tiny and complex structures, ensuring the reliability of electrical connection and mechanical stability of connectors.
As the human-computer interaction parts of electronic products, keys need to have good touch, durability, and appearance consistency. Injection molding can meet these requirements and at the same time achieve large-scale production and reduce costs.
Medical Industry
The demand for plastic products in the medical industry is growing day by day, and injection molding plays an important role in the medical field. Disposable medical devices such as syringes, infusion sets, and hemodialysis devices are typical applications of injection molding in the medical industry. These products need to strictly comply with medical regulations and standards to ensure the biocompatibility, sterility, and safety of materials.
For example, the barrels and pistons of syringes are usually injection molded from materials such as PP or PE. These materials are non-toxic, odorless, and have good chemical stability, and can safely contact drugs and human tissues.The housings of medical devices, such as those of ultrasound machines, electrocardiogram machines, and medical monitors, are also manufactured by the injection molding process, which requires good appearance quality, antistatic performance, and the characteristics of being easy to clean and disinfect.
In addition, for some implantable medical devices, such as artificial joints, bone plates, and bone nails, although some are made of metal materials, in some non-critical parts or parts that need to better combine with human tissues, injection-molded plastic parts will also be used or the overmolding technology will be adopted to combine plastics with metals to improve the performance and biocompatibility of products.
Packaging Industry
Injection molding has a very wide range of applications in the packaging industry. Packaging containers such as plastic bottles, plastic boxes, and plastic caps are common injection-molded products in daily life.
Take beverage bottles as an example. They need to have good transparency, strength, chemical resistance, and sealing performance to ensure the safe storage and transportation of beverages. PET (Polyethylene Terephthalate) is a commonly used material for manufacturing beverage bottles. Through the injection molding process, bottles with different shapes and capacities can be produced to meet the diverse needs of the market.
Food packaging boxes need to consider factors such as food safety, moisture resistance, and convenience for opening and closing. Materials such as PP and PS are often used to manufacture such packaging boxes.
The design and manufacturing of plastic caps are also very important. They need to fit tightly with the containers to provide good sealing effect and prevent the leakage of contents. Injection molding can accurately control the size and shape of the caps, and at the same time, by adding sealing rings or adopting special structural designs, the sealing performance can be improved.
In addition, injection molding also plays an important role in the fields of cosmetic packaging and drug packaging. By selecting different materials and designing unique packaging shapes, the added value and market competitiveness of products can be enhanced.
Development Trends of Injection Molding
Technological Innovations
Micro Injection Molding
Micro injection molding is an important direction for the development of injection molding technology towards the microscopic field. It is mainly used for producing plastic products with tiny sizes and high precision. The product sizes are usually at the millimeter or even micrometer level. In the field of Micro-Electro-Mechanical Systems (MEMS), micro injection molding can be used to manufacture key components such as micro-sensors, micro-actuators, and microfluidic chips. These tiny components require extremely high dimensional and shape accuracies to ensure their normal functions in the microscopic world. For example, the width of microchannels in microfluidic chips may be only dozens to hundreds of micrometers. Micro injection molding technology can accurately replicate such fine structures to meet the needs of precise liquid manipulation of chips. In the medical device aspect, micro injection molding can be used to manufacture tiny surgical instruments and components of implantable medical devices, such as ultra-fine tweezers for ophthalmic surgery and miniature drug delivery devices that can be implanted into the human body, providing strong support for the minimally invasive development of medical technology.
However, micro injection molding faces many challenges. The manufacturing precision of molds is required to be extremely high. Advanced micro-machining technologies such as lithography and electron beam etching need to be adopted to ensure that the mold cavities reach sub-micron precision, which significantly increases the cost of molds. Meanwhile, due to the large specific surface area of tiny products, the fluidity of materials during the molding process becomes difficult to control, and defects such as incomplete filling and flash are prone to occur. To address these problems, researchers are developing new types of micro injection molding equipment, optimizing the injection system, improving control precision, and developing special plastic materials suitable for micro injection molding to improve material fluidity and molding performance, thus promoting the continuous development of micro injection molding technology.
Multi-Material Injection Molding
Multi-material injection molding endows products with multiple functional characteristics by injecting two or more materials with different properties into the same mold successively or simultaneously, greatly expanding the application range of injection-molded products. Two-color injection molding is a relatively common multi-material injection molding method. For example, in automobile interior parts, a soft rubber material can be first used to injection mold the inner layer of the armrest to provide a comfortable touch, and then a hard plastic can be used to injection mold the outer layer to ensure structural strength and decorative appearance. The two are perfectly combined to meet consumers’ dual needs for beauty and comfort. Sandwich injection molding is often used to manufacture products with comprehensive requirements for mechanical properties, appearance, and cost. For example, in the production of some high-end home appliance housings, a filled plastic with relatively low cost and certain strength is used for the middle layer, and high-performance and aesthetic plastics are used to coat the two outer layers, which not only ensures product quality but also effectively controls costs.
With the continuous increase in the demand for product function integration in various industries, multi-material injection molding technology is moving towards more complex material combinations and structural designs. In the future, it is expected to achieve precise combinations of more types of materials, such as combining materials with self-healing functions, conductive properties, and biodegradable characteristics as needed for use in cutting-edge fields such as aerospace, smart wearables, and biomedical, creating products with new functions to meet the increasingly diverse market demands.
Combination of 3D Printing and Injection Molding
The application mode of combining 3D printing and injection molding has brought new vitality to product development and manufacturing. On the one hand, using 3D printed molds for injection molding has significant advantages in small-batch customized production and rapid production of product prototypes. Traditional mold manufacturing has a long cycle and high cost, while 3D printing can quickly build molds with a certain precision. Although the strength and durability of its molds are currently not as good as those of traditional steel molds, it is crucial for rapid iteration in the early stage of product research and development, collection of market feedback, and meeting small-batch personalized orders. For example, some innovative consumer electronics enterprises use 3D printed molds for injection molding trial production before launching new products to quickly verify the feasibility of product designs, adjust the designs in a timely manner according to market feedback, and greatly shorten the product launch cycle.
On the other hand, the hybrid manufacturing mode of 3D printing and injection molding, that is, during the product manufacturing process, some structures are completed by 3D printing and some by injection molding, fully utilizes the advantages of both. For example, when manufacturing aero-engine parts with complex internal structures, the internal fine cooling channels and other complex structures are first built by 3D printing, and then the high-strength shell materials are wrapped by injection molding on the outside, which not only ensures the forming accuracy of complex structures but also ensures the mechanical properties of the overall parts. However, this combination method still has problems in aspects such as interface compatibility and surface quality control. Subsequent research will focus on optimizing the connection process of the two technologies and improving the quality of the joint parts to achieve a more seamless fusion, opening up a broader world for high-end manufacturing and personalized customization.
Sustainable Development
Bio-based Plastics and Recyclable Materials
The application of bio-based plastics and recyclable materials is a key path for injection molding to move towards sustainable development. Bio-based plastics such as polylactic acid (PLA) and polyhydroxyalkanoates (PHA) use renewable biomass resources (such as corn, sugarcane, etc.) as raw materials, reducing the dependence on traditional fossil resources and lowering carbon emissions from the source. In the packaging industry, PLA has been widely used to manufacture disposable tableware, food packaging bags, etc. These products can gradually decompose in the natural environment or under specific composting conditions, effectively alleviating the “white pollution” problem of plastic waste. Recyclable materials such as polyethylene terephthalate (PET) and high-density polyethylene (HDPE) can be recycled and reprocessed for multiple cycles through recycling and reuse, extending the life cycle of materials. In injection molding, more and more enterprises have begun to use recycled materials to produce non-critical parts, such as plastic flowerpots and trash cans, reducing the cost of raw materials while contributing to environmental protection.
Although the prospects are broad, bio-based plastics and recyclable materials currently still face challenges in the application of injection molding. Bio-based plastics have problems such as unstable mechanical properties and a narrow processing window. For example, PLA has poor heat resistance and is prone to deformation in a high-temperature environment, which limits its application in some fields with high temperature requirements. Factors such as the purity and impurity content of recyclable materials will affect their reprocessing performance, resulting in fluctuations in product quality. In the future, researchers will be committed to optimizing material formulations, improving processing technologies, improving the performance stability of bio-based plastics and recyclable materials, and broadening their application ranges to promote the green transformation of the injection molding industry.
Lightweight Design
Lightweight design is of great significance in the field of injection molding. It not only helps to reduce energy consumption during product transportation and improve energy utilization efficiency but also enhances product performance. For example, the lightweight of automobile parts can directly improve the vehicle’s handling performance, acceleration performance, and fuel economy. Lightweight can be achieved through material selection. For example, high-strength, low-density carbon fiber-reinforced plastics (CFRP) or glass fiber-reinforced plastics (GFRP) can be used to replace traditional metal materials. In the aerospace field, CFRP has been widely used in the manufacturing of aircraft wings, fuselages, and other components, greatly reducing the weight of the aircraft and lowering fuel costs. In the automotive manufacturing industry, GFRP is used to manufacture engine hoods, doors, and other components, meeting the requirements of both strength and lightweight.
Structural optimization is also an important means of lightweight design. Methods such as topological optimization and lattice structure design are used to remove redundant materials of products to minimize the weight on the premise of ensuring structural strength. For example, in the design of the injection-molded automobile seat frame, the topological optimization algorithm is used to determine the optimal distribution of materials, so that the weight of the seat frame is reduced by about 30% while meeting the load-bearing requirements. With the continuous growth of the demand for lightweight design, in the future, injection molding will be deeply integrated with advanced design software and simulation technologies to continuously explore more efficient lightweight solutions and empower the sustainable development of various industries.
Intelligent Manufacturing
Automated Production
Automated production is one of the core links for injection molding to move towards intelligent manufacturing and plays a key role in improving production efficiency, reducing labor costs, and ensuring the stability of product quality. In the injection molding workshop, the automatic feeding system realizes the automatic transportation of plastic pellets from the raw material bin to the barrel of the injection molding machine through equipment such as robotic arms and conveyor belts, accurately controls the feeding amount and time, avoids errors and material waste in manual feeding, and at the same time reduces the labor intensity of workers. In the demolding process, automated demolding equipment such as industrial robots can accurately and gently take out the molded products from the molds according to the preset program, effectively preventing product damage and improving the success rate of demolding. In addition, the automated inspection system integrates multiple functions such as appearance inspection and dimensional measurement, uses advanced technologies such as machine vision and laser measurement to conduct real-time and comprehensive inspections on products, quickly identifies defective products and automatically sorts them out, ensuring that only qualified products enter the next process, which greatly improves the efficiency of quality control.
With the in-depth promotion of the concepts of Industry 4.0 and intelligent manufacturing, the automated production of injection molding is moving towards intelligent control and flexible production systems. In the future, injection molding machines will be interconnected with platforms such as Enterprise Resource Planning (ERP) and Manufacturing Execution System (MES) through the Internet of Things (IoT), realizing intelligent scheduling of production plans, remote monitoring of equipment status and fault early warning, flexibly adjusting production parameters according to order requirements, quickly switching product production, meeting the diverse and personalized customization needs of the market, and building a highly intelligent injection molding production factory.
Digital Technologies (such as Simulation and the Internet of Things)
Simulation technology shows great value in optimizing the injection molding process and improving mold design. With the help of advanced injection molding simulation software, engineers can accurately simulate and predict the behaviors of plastic melt flow, cooling, and shrinkage during the injection molding process in the product design stage, discover potential product defects such as bubbles, sink marks, and weld lines in advance, and optimize mold design and adjust process parameters accordingly, such as gate positions, cooling channel layouts, and injection speeds, avoiding the high costs and time waste caused by trial and error in actual production. Before mold manufacturing, the rationality of the mold structure can be verified through simulation to ensure smooth mold opening and closing and demolding and improve the first-time success rate of molds.
The application of the Internet of Things technology enables the intelligent monitoring and management of injection molding equipment. By installing sensors on key equipment such as injection molding machines and molds, real-time operating data such as temperature, pressure, and vibration are collected and transmitted to cloud platforms or local servers via wireless networks. Enterprise managers can remotely view the equipment status anytime and anywhere, discover equipment abnormalities in a timely manner, arrange maintenance and repair in advance, reduce the risk of sudden equipment failures, and ensure the continuity of production. Meanwhile, combined with big data analysis, the Internet of Things technology can conduct in-depth mining of massive production data, extract valuable information such as the quality fluctuation rules of different products and batches and the correlation between equipment energy consumption and production efficiency, providing data support for enterprise decision-making, helping enterprises optimize production processes and improve operation and management levels, and promoting the digital and intelligent transformation and upgrading of the injection molding industry.
Global Market Pattern and Competition Situation
From the perspective of the global market distribution, Asia is the main production area of injection-molded products, especially with China as the core. Thanks to its huge manufacturing base, abundant labor resources, and continuously improving technological level, China occupies a large share in the fields of medium and low-end injection-molded products, such as daily plastic products and some electronic and electrical housings. The Yangtze River Delta and Pearl River Delta regions gather numerous injection molding enterprises, with a complete industrial chain from raw material supply to mold manufacturing, injection molding processing, and product assembly.
Europe has significant advantages in the high-end injection molding field. Enterprises in countries such as Germany and Italy focus on precision injection molding technology and provide high-value-added injection-molded products for high-end manufacturing industries such as automobiles and aerospace, such as high-precision plastic parts for automobile engines and injection-molded parts for aircraft interiors. These enterprises rely on their profound industrial heritage, advanced R&D capabilities, and mastery of cutting-edge injection molding processes, and their products are famous for high quality and high performance.
In North America, the United States is in a leading position in medical injection molding and high-end electronic injection molding. With strict industry standards and strong scientific research support, some medical injection molding enterprises in the United States provide high-quality disposable medical device injection-molded products for the world and continuously explore new applications of new medical plastics by taking advantage of local material innovation.
In terms of the enterprise competition pattern, global large multinational injection molding enterprises such as Engel and Arburg, relying on advanced technologies and global sales and service networks, closely cooperate with international well-known brand manufacturers in the high-end market and dominate the development of high-end injection molding equipment and precision molds. Meanwhile, numerous small and medium-sized injection molding enterprises survive by virtue of flexible production and cost advantages in segmented markets and regional markets. For example, some local injection molding factories focus on providing customized injection molding services for surrounding specific industrial clusters, seeking development in the highly competitive market through quick response and cost optimization. Different regions and enterprises compete with each other and also cooperate with each other to jointly promote the progress of the injection molding industry.
Summary
Review of Key Points of Injection Molding
As an important pillar of modern manufacturing, injection molding covers many key points from principles to processes, from design to materials, from quality control to cost analysis. Its basic principle is based on the characteristics of melting, injection, cooling, and solidification of plastic materials. Through precisely designed and controlled injection molding machines and molds, efficient and accurate production of plastic products can be achieved. In the process flow, each step of mold preparation, material melting and injection, cooling and solidification, and demolding needs to be carefully operated to ensure product quality. In the design aspect, part design should consider factors such as wall thickness uniformity, draft angle, rib design, and undercut treatment, while mold design focuses on parting line selection, cooling system design, and ejection system design. Only when the two cooperate closely can high-quality products be produced. Material selection is based on product performance requirements, cost considerations, and environmental factors. By weighing the characteristics of different plastic materials, such as the comprehensive performance of ABS, the lightweight advantage of PP, and the high-strength and high-transparency features of PC, the optimal choice can be made. Quality control ensures the stable and reliable quality of products by identifying and solving common quality problems, implementing strict inspection methods and standards, and establishing a complete quality assurance system (such as ISO certification). Cost analysis deeply analyzes the constituent elements of mold cost, material cost, and production and operation cost, and realizes effective cost control through strategies such as optimized design, mass production, and supply chain management.
Outlook on Future Development
Looking ahead, injection molding technology will continue to make breakthroughs and innovations in multiple frontier fields. In terms of technological innovation, emerging technologies such as micro injection molding, multi-material injection molding, and the combination of 3D printing and injection molding will continuously expand the application boundaries of injection-molded products, meeting the needs of various industries for tiny precision parts, multifunctional integrated products, and rapid customized production. Sustainable development has become an inevitable trend. The wide application of bio-based plastics and recyclable materials and the in-depth promotion of lightweight design will help the injection molding industry reduce carbon emissions, reduce environmental pollution, and achieve a green transformation. Under the wave of intelligent manufacturing, the deep integration of automated production and digital technologies will enable injection molding to enter a new era of intelligent and flexible production, greatly improving production efficiency, product quality, and enterprise competitiveness. With the gradual realization of these development trends, injection molding technology will surely inject a steady stream of impetus into the development of the manufacturing industry and even the whole society, create more value, and we should closely follow the industry dynamics, actively embrace changes, and make full use of injection molding technology to create a better future.
Others
NPE (National Plastics Exhibition): It is one of the largest plastic industry exhibitions in the world and is held every three years. During the exhibition, numerous technical seminars and conference forums on injection molding will be held, and the latest injection molding equipment, materials, and technological achievements will be displayed. Participants can have face-to-face exchanges with global industry leaders, experts, scholars, and suppliers to understand the latest trends and frontier technologies in the industry. For example, at the exhibition, major injection molding machine manufacturers usually display their newly developed injection molding machines with higher efficiency and precision, and there will also be on-site demonstrations and explanations of new injection molding processes (such as multi-material injection molding, micro injection molding, etc.).
Chinaplas (China International Plastics & Rubber Industry Exhibition): As the largest plastics and rubber industry exhibition in Asia, Chinaplas attracts numerous domestic and foreign enterprises and professionals to participate. The exhibition covers the entire industrial chain upstream and downstream of injection molding, including raw material suppliers, injection molding machine manufacturers, mold manufacturers, and plastic products processing enterprises. During the exhibition, in addition to displaying various new products and new technologies, a series of high-quality technical exchange activities, such as industry trend seminars and technical training lectures, will be held, providing a broad learning and exchange platform for injection molding practitioners.